Bei der Verarbeitung biologischer Rohstoffe, wie z.B. Getreide, Zucker oder Kartoffeln, spielt die Restfeuchtigkeit eine entscheidende Rolle für den Qualitätserhalt sowie für die Lagerfähigkeit des Produktes. Geringe Abweichungen können zum Verderb oder zur Ungenießbarkeit führen. Daher werden sämtliche biologischen Produkte in Schnecken, auf Förderbändern oder auch in Silos kontinuierlich auf ihre Restfeuchte überwacht. Große Einsparungspotentiale bieten zudem die automatisierte Steuerung der Trocknung bzw. der Benetzung.
Um die exakte Dosierung und die Verfügbarkeit von Produkten jederzeit gewährleisten zu können, erfolgt eine kontinuierliche Durchflussmessung sowie die Fluss- und Grenzstands-Überwachung mit Mikrowellen-Sensoren und -Messsystemen (der Reihen FlowSwitch und LevelCheck).
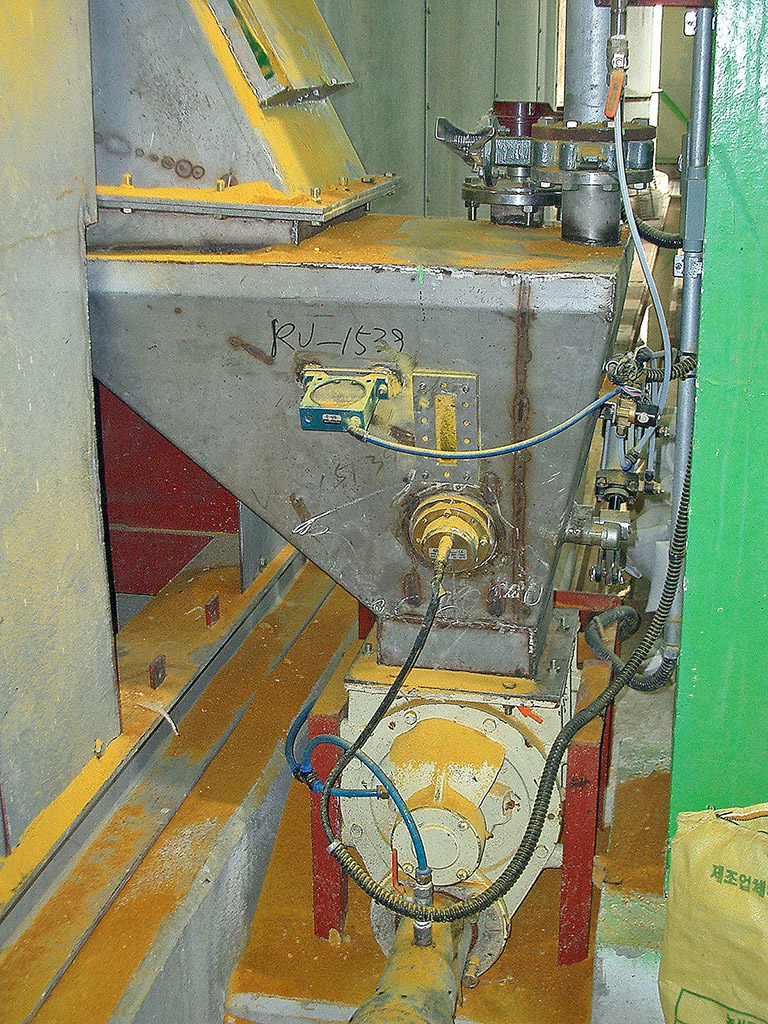 "Feuchtemessung von Gluten im Vorbehälter"
"Feuchtemessung von Gluten im Vorbehälter" "Feuchtemessung von Schweinemastfutter in einem Trogkettenförderer"
"Feuchtemessung von Schweinemastfutter in einem Trogkettenförderer" "Feuchtemessung von Tierfuttergranulat"
"Feuchtemessung von Tierfuttergranulat" "Feuchtemessung von Gelantine auf dem Förderband
"
"Feuchtemessung von Gelantine auf dem Förderband
"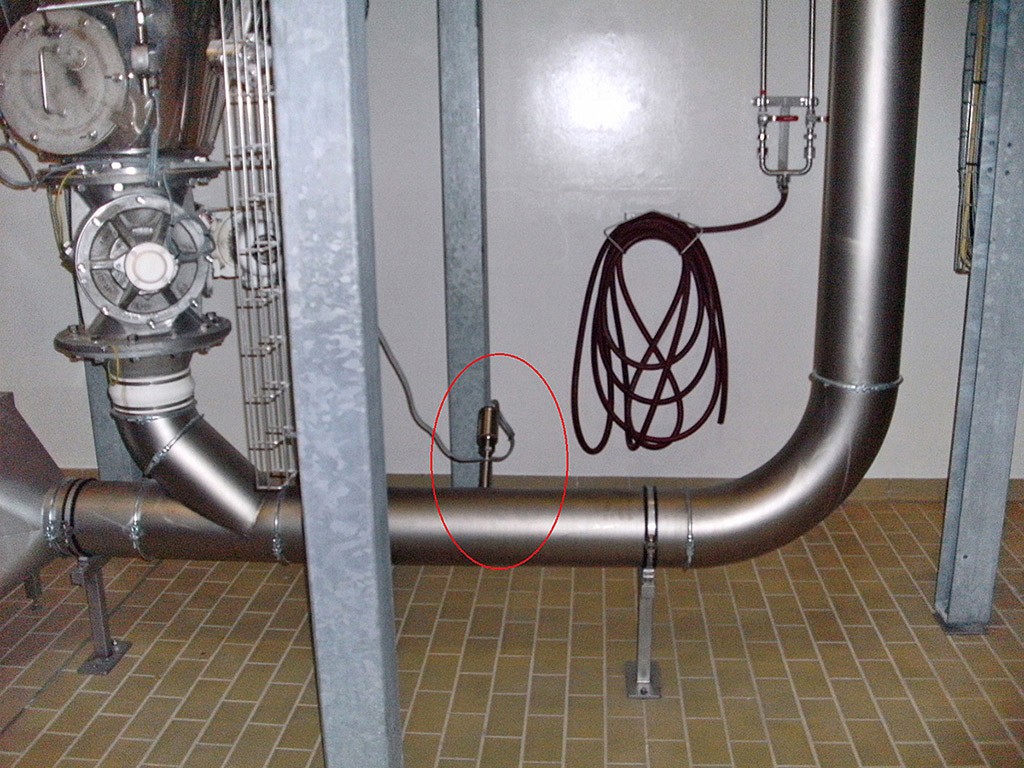 "Durchflussmessung von Sojapulver "
"Durchflussmessung von Sojapulver " "Feuchtemessung von Kartoffelgranulat auf dem Förderband"
"Feuchtemessung von Kartoffelgranulat auf dem Förderband" "Feuchtemessung von Trockenschnitzel (Zuckerrüben) in einer Schnecke"
"Feuchtemessung von Trockenschnitzel (Zuckerrüben) in einer Schnecke"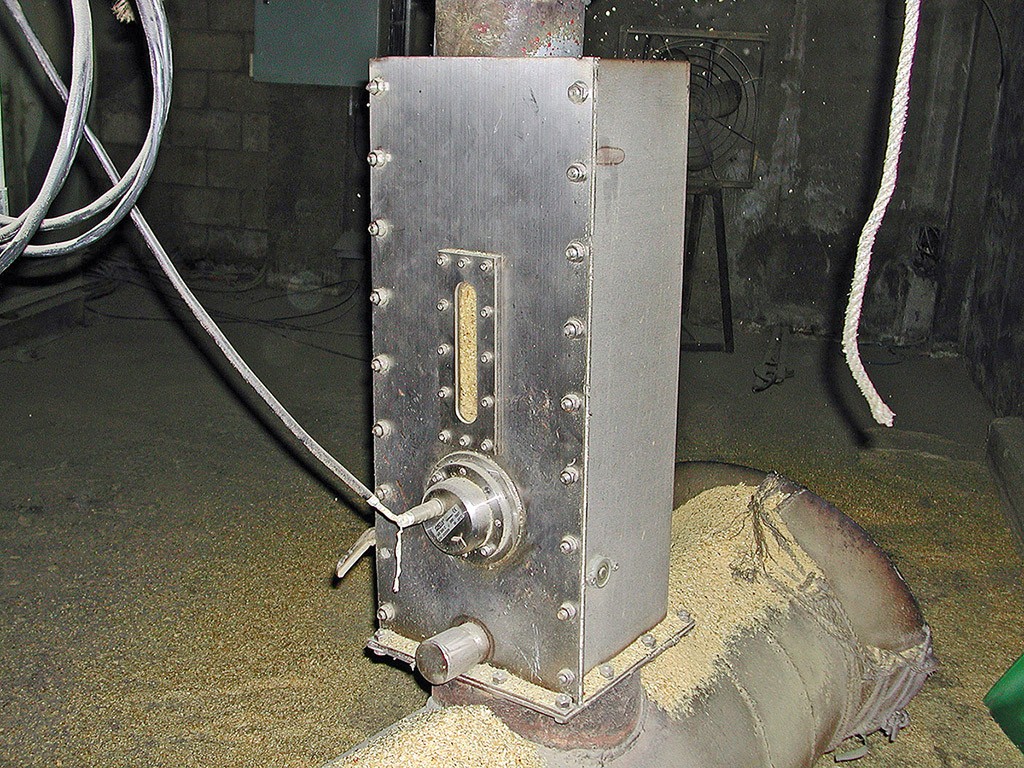 "Feuchtemessung von Schrott"
"Feuchtemessung von Schrott"