In the processing of biological raw materials such as corn, sugar or potatoes, the residual moisture plays a crucial role in quality preservation and for the shelf life of the product. Minor deviations may lead to spoilage or inedibility. For that reason, all biological products are monitored continuously for their residual moisture, whether in screw conveyors, on conveyor belts or in silos. Great savings potential is also offered by the automated control of the drying and wetting processes.
In order to be able to guarantee the exact dosage and the availability of products at all times, a continuous flow measurement as well as flow and level monitoring are performed by microwave sensors and measurement systems (the MF3000 series, FlowSwitch and LevelCheck).
 "Moisture measurement of gluten in the reservoir"
"Moisture measurement of gluten in the reservoir" "Moisture measurement of pig food in a trough chain conveyors"
"Moisture measurement of pig food in a trough chain conveyors" "Moisture measurement of animal food pellets"
"Moisture measurement of animal food pellets" "Moisture measurement of gelatin on the conveyor belt"
"Moisture measurement of gelatin on the conveyor belt"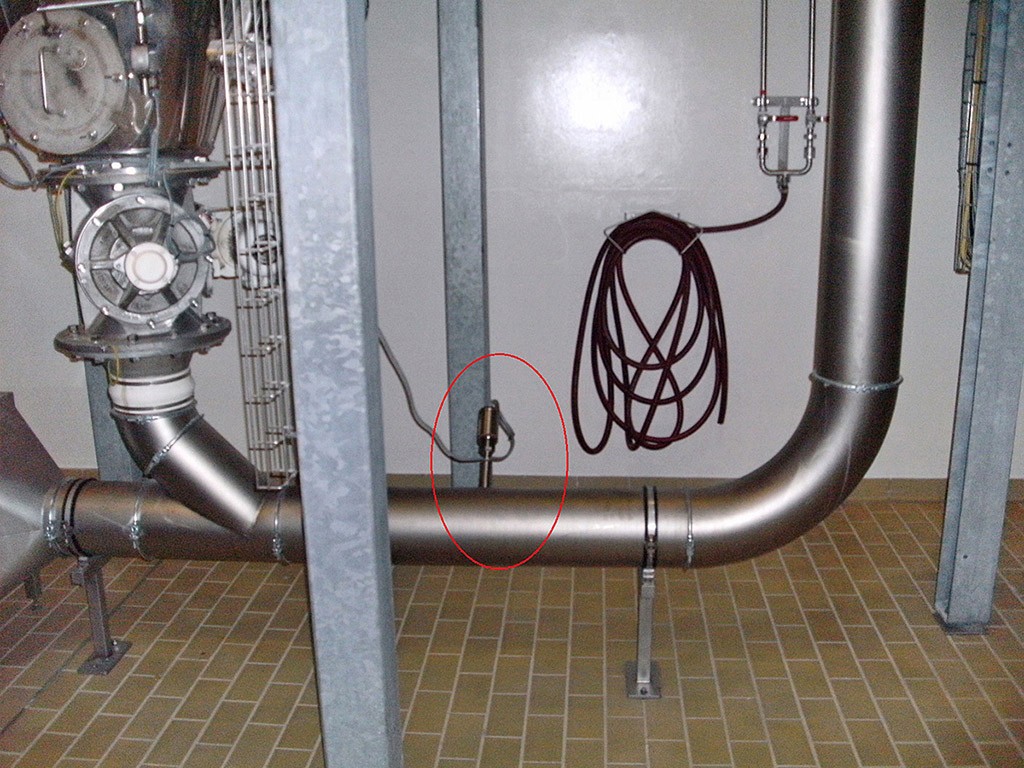 "Flow measurement of soybean powder"
"Flow measurement of soybean powder"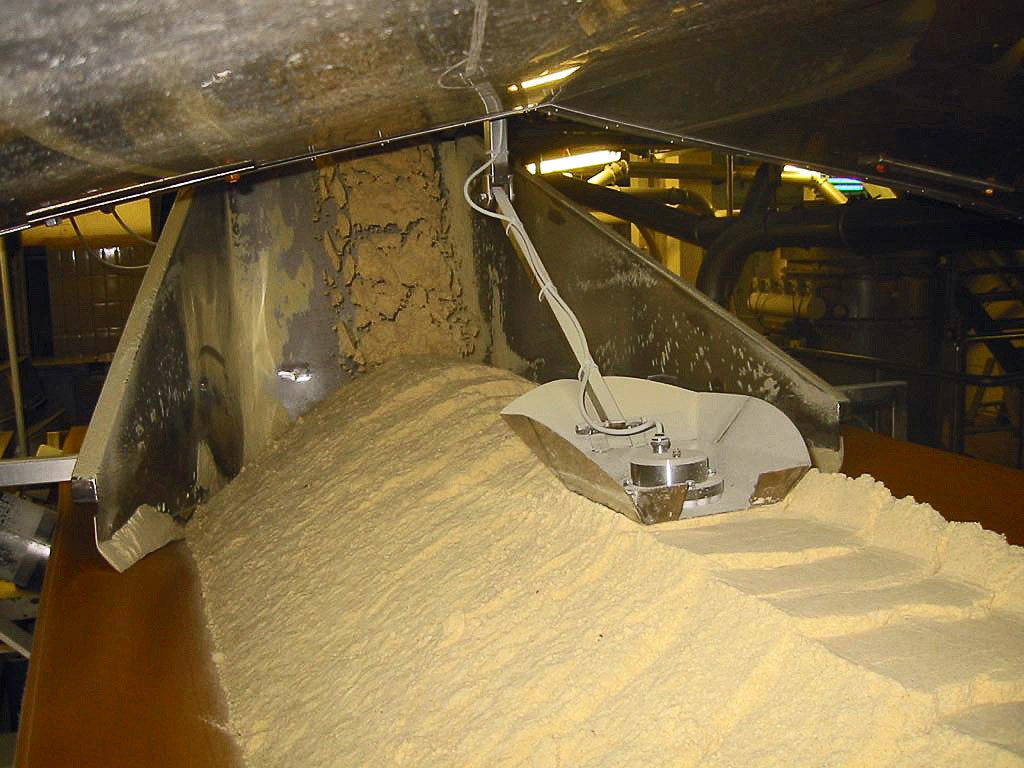 "Moisture measurement of potato granules on the conveyor belt"
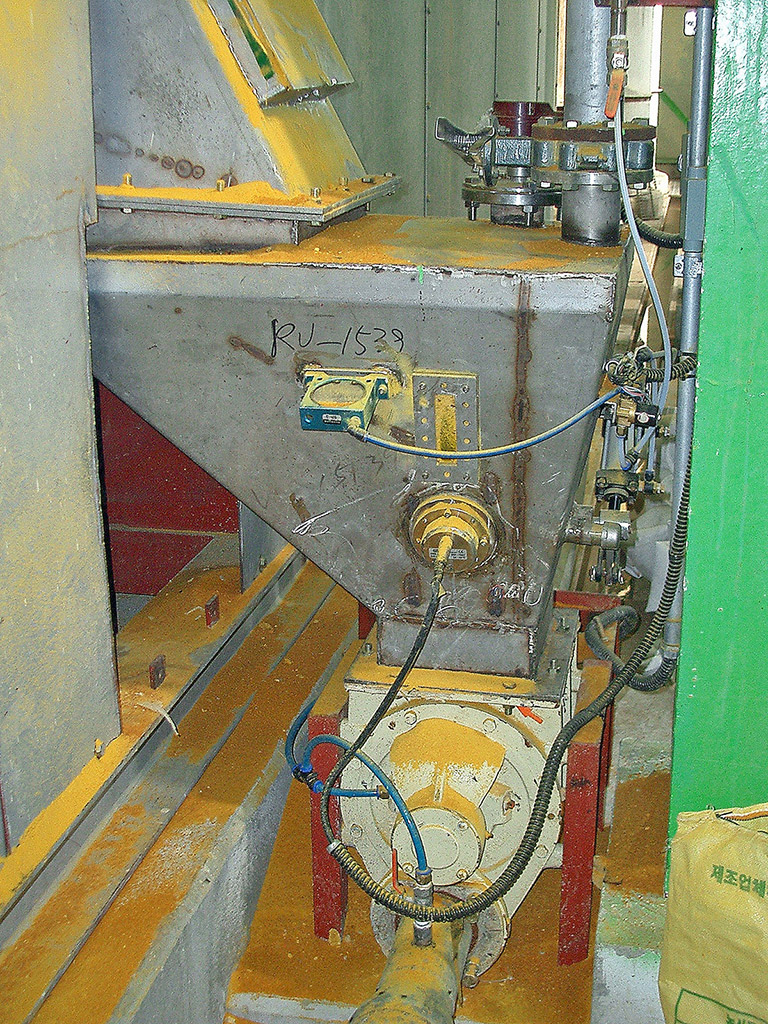
"Moisture measurement of potato granules on the conveyor belt" "Moisture measurement of pulp (beet) in a screw"
"Moisture measurement of pulp (beet) in a screw"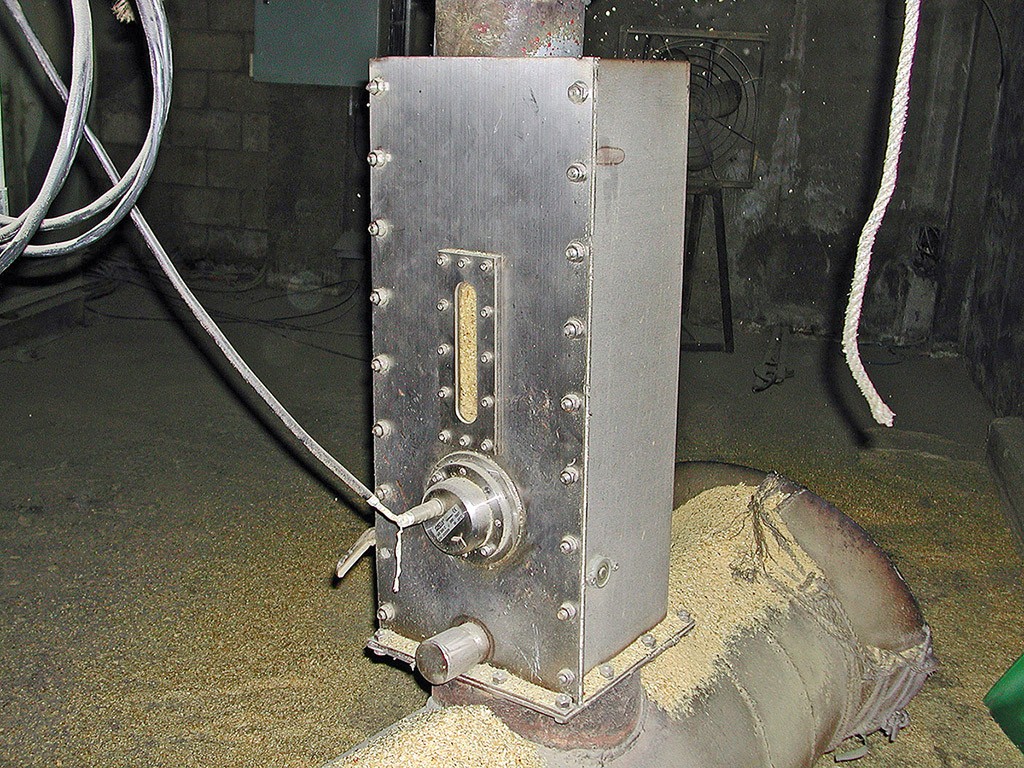 "Moisture measurement of shot"
"Moisture measurement of shot"